Sacın Mikronla Buluştuğu Yer: WIN EURASIA 2026 Işığında Fiber Lazer Kesim, Abkant Büküm ve Hassas Sac İşlemenin Otomasyonu

Etrafınızdaki neredeyse her makinenin, panonun, dolabın ve gövdenin altında bükülüp kaynaklanmış bir sac parça yatar. Sac metal işleme, sanayinin görünmeyen omurgasıdır; ama bu alandaki teknoloji son on yılda sessizce devrim geçirdi. 10-13 Haziran 2026'da İstanbul Fuar Merkezi'nde düzenlenen WIN EURASIA'nın kesme ve yüzey işleme teknolojilerine ayrılan bölümleri, sac işlemenin artık bir ustanın gözüne ve eline değil, mikron hassasiyetinde çalışan otomatik tezgâhlara emanet edildiğini gösterdi. Fiber lazerden abkant prese, nesting yazılımından otomatik yükleme sistemlerine kadar uzanan bu zincir, bir atölyenin rekabet gücünü doğrudan belirliyor. Bu yazıda, modern sac işlemenin nasıl çalıştığını ve bir işletmenin bu teknolojilerden gerçekçi biçimde nasıl yararlanabileceğini ele alıyoruz.
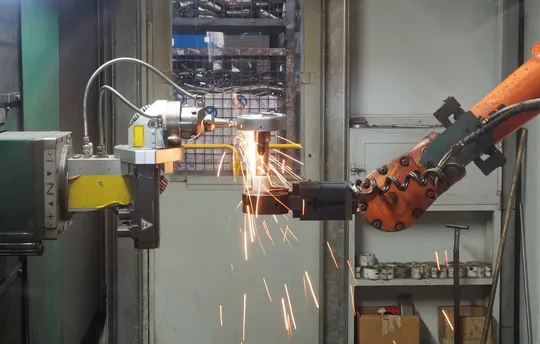
Fiber Lazer, CO2'yi Neden Tahtından İndirdi?
Sac kesiminde uzun yıllar CO2 lazerler hâkimdi; ama fiber lazer teknolojisi bu dengeyi kökten değiştirdi. Fiber lazer, ışını bir optik fiber içinde üretip taşıdığı için aynaya ve hassas optik hizalamaya ihtiyaç duymaz; bu da daha az bakım, daha az ayar ve daha az duruş demektir. Enerji verimliliği tarafında fark çarpıcıdır: fiber lazer, verdiğiniz elektriğin çok daha büyük bir kısmını kesme enerjisine çevirir, dolayısıyla aynı işi daha az elektrikle yapar.
Özellikle ince ve orta kalınlıktaki sacta fiber lazerin kesim hızı, CO2'ye kıyasla kat kat yüksektir. Paslanmaz çelik, alüminyum ve bakır gibi yansıtıcı malzemeleri de sorunsuz keser; bu, eski CO2 sistemlerinin zorlandığı bir alandı. Sonuç olarak fiber lazer, hem işletme maliyetini düşürür hem de aynı vardiyada daha fazla parça çıkarır. Bu yüzden yeni yatırımların neredeyse tamamı fiber tarafına kaymış durumda. Tezgâhın hareket eksenlerini konumlayan servo ve step motorların hassasiyeti, kesim kalitesinin gizli belirleyicisidir; step motorların CNC hareket kontrolündeki rolünü anlattığımız yazı bu teknik temeli sağlamlaştırır.

Kesimde Hassasiyet: Tolerans, Çapak ve Kenar Kalitesi




Bir kesim makinesini değerli kılan yalnızca hızı değil, ürettiği kenarın kalitesidir. İyi bir fiber lazer kesim; dar tolerans, minimum çapak (burr) ve düzgün bir kesim yüzeyi sunar. Bu, kesilen parçanın bir sonraki adımda (büküm, kaynak, montaj) ek bir taşlama veya temizlik gerektirmeden kullanılabilmesi demektir. Çapaklı, eğri ya da toleransı kaçmış bir kesim, sonraki tüm adımlara hata olarak taşınır ve fire üretir.
Kesim kalitesini belirleyen unsurlar; lazer gücü, kesme gazı (oksijen veya nitrojen) seçimi, odak ayarı ve makinenin mekanik kararlılığıdır. Nitrojenle yapılan kesim oksitsiz, parlak bir kenar bırakırken oksijenle kesim kalın saclarda hız avantajı sağlar; doğru gaz seçimi malzemeye ve uygulamaya bağlıdır. Modern tezgâhlar bu parametreleri malzeme kütüphanesinden otomatik seçer, böylece operatörün deneyimine olan bağımlılık azalır. Hassasiyetin standartlaştığı bu üretim biçimi, parçaların birbirinin tıpatıp aynısı çıkmasını ve montajda sorun yaşanmamasını sağlar.
Abkant Büküm: Düz Sacı Üç Boyuta Taşımak
Lazer kesimden çıkan parça çoğu zaman düz bir levhadır; ona işlevini kazandıran adım büküm, yani abkant presle yapılan kontrollü katlamadır. Abkant pres, sacı belirli bir açıyla, belirli bir yarıçapla büker; bir dolabın gövdesi, bir panonun kasası ya da bir makine muhafazası bu adımda şekil alır. Büküm, göründüğünden çok daha hassas bir iştir: malzemenin geri yaylanması (springback), kalınlık farkları ve büküm sırası, son parçanın ölçüsünü doğrudan etkiler.

Modern CNC abkant presler, büküm açısını ve konumunu otomatik ayarlar; arka dayama (backgauge) sistemleri parçayı her seferinde aynı noktaya konumlar. Bu, karmaşık ve çok bükümlü parçaların bile tutarlı biçimde üretilmesini sağlar. Büküm sırası ve takım seçimi yazılım tarafından planlandığında, operatör yalnızca parçayı yerleştirip pedala basar. Lazer kesim ile abkant bükümün uyumu kritiktir: kesim aşamasında bırakılan büküm payları, işaretler ve delik konumları, büküm adımının doğruluğunu belirler. Bu yüzden iki tezgâh ayrı ayrı değil, tek bir üretim akışının parçası olarak düşünülmelidir.
CAD/CAM ve Nesting: Sacı İsraf Etmeden Kesmek
Sac, ağırlığına göre satılan ve fiyatı düzenli yükselen bir hammaddedir; bu yüzden bir levhadan ne kadar çok parça çıkarılabildiği doğrudan kâra yansır. İşte burada nesting (yerleşim) yazılımı devreye girer: kesilecek parçaları levha üzerine, fire en aza inecek şekilde yerleştirir. İyi bir nesting, aynı levhadan elle yapılan yerleşime göre belirgin oranda daha fazla parça çıkarır; yıl sonunda bu, tonlarca sac tasarrufu anlamına gelir.
CAD/CAM zinciri ayrıca tasarımdan üretime geçişi de hızlandırır. Müşteriden gelen bir teknik resim, yazılımda kesim yoluna ve büküm planına dönüştürülür; makine bu veriyi doğrudan okur. Bu dijital akış, hem hata payını düşürür hem de küçük partili, kişiye özel üretimi ekonomik kılar. Bir parçayı tek seferlik üretmek, eskiden kalıp ve hazırlık maliyeti yüzünden pahalıyken, dijital sac işlemede aynı gün teslim edilebilir hale geldi. Bu esneklik, KOBİ'lerin büyük üreticilerle rekabet edebildiği başlıca alandır. Sac işleme ekosistemini tamamlayan boru ve profil işleri için boru ve profil kesme makineleri kategorisindeki seçenekler de değerlendirilebilir.
Otomatik Yükleme, Boşaltma ve Işıksız Üretim
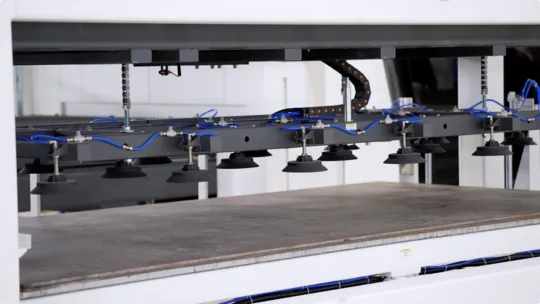
Modern sac işlemenin son halkası otomasyondur. Lazer tezgâhına sacı elle yüklemek ve kesilen parçaları elle toplamak, hem zaman kaybı hem de iş güvenliği riskidir. Otomatik yükleme/boşaltma sistemleri, levhaları depodan alıp tezgâha besler, kesilen parçaları ayırıp istifler. Bir kule depo (tower) ile birleştirildiğinde, makine gece boyunca operatör olmadan çalışabilir; buna "ışıksız üretim" denir, çünkü kimsenin atölyede olmasına gerek kalmaz.
Bu otomasyon, özellikle işgücü bulmanın zorlaştığı ve enerji maliyetinin yüksek olduğu bir dönemde anlam kazanıyor. Tezgâhın kapasitesi insan vardiyasıyla değil, malzeme beslemesiyle sınırlı hale geliyor; bu da aynı makineden çok daha fazla verim almak demek. Ancak otomasyon kademeli bir yatırımdır: önce tezgâh, sonra otomatik yükleme, ardından depo entegrasyonu. Her adım kendi getirisini gösterdikçe bir sonrakine geçilir. Üretim hattını dijitalleştirmek isteyen atölyeler, güncel CNC makineleri ilanlarını ve metal işleme makineleri seçeneklerini karşılaştırarak doğru kombinasyonu kurabilir.

İşgücü ve Vasıf: Ustadan Operatöre, Operatörden Programcıya
Geleneksel sac işlemede her şey ustanın deneyimine bağlıydı: doğru büküm açısını gözüyle kestiren, kesim hızını kulağıyla ayarlayan bir usta, atölyenin en değerli ve en zor bulunan kişisiydi. Dijital tezgâhlar bu denklemi değiştirdi. Artık deneyim, makinenin yazılımına ve malzeme kütüphanesine gömülü; operatör, ustanın yıllarca öğrendiği bilgiyi parametre olarak kullanıyor.
Bu kayma, vasıf ihtiyacını ortadan kaldırmıyor, dönüştürüyor. Bugün aranan beceri, sacı elle bükmek değil; CAD/CAM yazılımını kullanmak, nesting'i optimize etmek, tezgâhı programlamak ve otomasyonu yönetmek. Bu daha nitelikli ve daha iyi ücretlendirilen bir iş. İşletmeler için fırsat, mevcut operatörlerini bu yönde eğitmek ve tezgâhın potansiyelini tam kullanmaktır. Çünkü en pahalı tezgâh bile, onu doğru programlayan biri olmadan kapasitesinin altında çalışır.
İkinci El Lazer ve Abkant Yatırımında Nelere Bakmalı?
Yeni bir fiber lazer ya da CNC abkant pres ciddi bir yatırımdır; bu yüzden birçok KOBİ bakımlı ikinci el tezgâhlarla başlar. İkinci el alımda kritik kontrol noktaları şunlardır:
| Özellik | Detay |
|---|---|
| Lazer kaynağının (rezonatör) çalışma saati: | Fiber kaynaklar uzun ömürlüdür ama sınırlıdır; gerçek çalışma saati ve garanti durumu sorulmalıdır. |
| Lineer kızak ve tahrik durumu: | Tezgâhın hareket sisteminde boşluk veya aşınma, kesim hassasiyetini doğrudan düşürür. |
| Kontrol ünitesi ve yazılım desteği: | Eski bir kontrol sistemi, yedek parça ve yazılım güncellemesi bulmayı zorlaştırabilir; üretici desteğinin sürüp sürmediği önemlidir. |
| Abkantta tonaj ve eksen sayısı: | Presin büküm gücü ve arka dayama eksen sayısı, işleyebileceğiniz parça karmaşıklığını belirler. |
| Bakım geçmişi: | Optik temizliği, soğutma sistemi ve filtre bakımının düzenli yapılıp yapılmadığı, tezgâhın gerçek sağlığını gösterir. |
Doğru seçilmiş bakımlı bir ikinci el tezgâh, sıfır yatırımın yükü olmadan modern üretime geçmenin akılcı yoludur. Önemli olan, makineyi gören bir uzmanla değerlendirmek ve satıcının geçmişini doğrulamaktır. Türkiye'deki doğrulanmış satıcı ve firma profillerini inceleyerek hem tezgâh hem servis desteğini birlikte değerlendirebilirsiniz.
WIN EURASIA Vitrini ve KOBİ İçin Sac İşleme Yol Haritası
Bu yılki fuarın sac işleme tarafındaki ortak mesajı, ayrı tezgâhların yerini entegre üretim hücrelerinin almasıydı. Kesim, büküm ve malzeme akışı artık tek bir dijital zincir olarak düşünülüyor. Bir KOBİ için bunun pratik karşılığı, yatırımı bir bütün olarak planlamaktır: önce iş hacmini ve parça profilini netleştir, sonra buna uygun bir kesim tezgâhı seç, ardından büküm kapasitesini ona göre boyutlandır.
Yatırım sırasında en sık yapılan hata, tek bir tezgâhı diğerlerinden bağımsız almaktır; oysa kesimle bükümün uyumu, üretim akışının verimini belirler. İkinci hata, kapasiteyi mevcut işe göre değil, hayal edilen büyümeye göre seçmektir; kullanılmayan kapasite, yatırımın geri dönüşünü uzatır. Doğru yaklaşım, bugünkü işi rahatça karşılayan ve büyümeye ölçeklenebilir bir kurulumla başlamaktır. Sektörel uygulama örneklerini izlemek isteyenler için sektörel kullanım alanları içeriklerimiz güncel örnekler sunuyor.
Lazer Kesimde Sık Yapılan Hatalar ve Kaçınma Yolları
Modern bir tezgâh bile yanlış kullanıldığında potansiyelinin altında çalışır. Sahada en sık karşılaşılan sorunlar, çoğu zaman makineden değil hazırlık ve işletim alışkanlıklarından kaynaklanır:
| Özellik | Detay |
|---|---|
| Yanlış kesme gazı veya basınç: | Malzemeye uygun olmayan gaz seçimi, çapaklı kenar ve oksitlenme yaratır; her malzeme için doğru gaz ve basınç doğrulanmalıdır. |
| Bakımsız optik ve lens: | Kirli veya çizik koruyucu cam, ışın kalitesini düşürür, kesim yavaşlar ve kenar bozulur. Optik temizliği rutin olmalıdır. |
| Hatalı odak ayarı: | Odak noktası malzeme kalınlığına göre ayarlanmazsa kesim ya tamamlanmaz ya da gereğinden geniş olur. |
| Sıkışık nesting: | Parçaları levhaya çok yakın yerleştirmek, ısı birikmesi ve deformasyona yol açar; malzeme tasarrufu uğruna kalite feda edilmemelidir. |
| Soğutma ihmali: | Fiber kaynağın soğutma sistemi (chiller) ihmal edilirse, kaynak ömrü kısalır ve güç düşer. |
Bu hataların ortak noktası, tezgâhı kurup unutulabilecek bir kara kutu gibi görmektir. Oysa lazer kesim, parametre disiplini ve düzenli bakım isteyen bir süreçtir. Operatörün malzeme kütüphanesini doğru kullanması ve bakım takvimine uyması, aynı makineden çok daha yüksek verim alınmasını sağlar; bu da hiçbir ek yatırım gerektirmeyen bir kazançtır.
Üretim Verisi ve İzlenebilirlik: Tezgâhın Söylediklerini Dinlemek
Dijital sac işlemenin az konuşulan ama giderek önem kazanan boyutu, tezgâhların ürettiği veridir. Modern bir fiber lazer ya da CNC abkant; kaç parça kesildiğini, çevrim sürelerini, duruş nedenlerini ve enerji tüketimini kaydeder. Bu veri, atölyenin gerçek kapasitesini ve darboğazlarını görünür kılar. Hangi işin ne kadar sürdüğü tahminle değil ölçümle bilindiğinde, fiyatlama doğru yapılır ve teslim süreleri gerçekçi verilir.
İzlenebilirlik, kalite tarafında da değer yaratır. Hangi parçanın hangi levhadan, hangi parametrelerle kesildiği kayıt altına alındığında, bir sorun çıktığında kaynağı hızla bulunur. Bu, özellikle savunma, otomotiv ve makine imalatı gibi belge ve sertifika gerektiren sektörlere iş yapan atölyeler için zorunlu hale geliyor. Tezgâhın verisini düzenli okuyan bir işletme, yalnızca üretmez; sürekli iyileşir. Üretim verisini yorumlama kültürü, modern sac işlemeyi geleneksel atölyeden ayıran en kalıcı farktır.
Türkiye Atölyesi İçin Rekabetin Yeni Tanımı
Türkiye, sac işleme makineleri ve işlenmiş sac ürünlerinde hem güçlü bir iç pazara hem de büyüyen bir ihracat hacmine sahip. Avrupalı alıcılar için yakınlık, esnek üretim ve rekabetçi maliyet, Türk atölyelerini cazip kılıyor. Ancak bu avantajı korumak, dijital sac işlemeye geçmiş, kısa teslim süresi verebilen ve tutarlı kalite üretebilen işletmelerin ayrıcalığı. Elle ölçülen, ustanın gününe bağlı çalışan bir atölye, bu rekabette giderek geriliyor.
Bu yüzden fiber lazer, CNC abkant ve dijital iş akışı, bir lüks değil; uluslararası işe talip olmanın asgari şartı haline geldi. Yatırımı erteleyen atölye, bugün kısa vadede tasarruf ettiğini sanır; ama orta vadede teslim süresi ve kalite rekabetinde kaybeder. Doğru zamanlanmış, iş profiline uygun bir teknoloji yatırımı, Türk sac işleme atölyesinin hem yurt içinde hem dışında masada kalmasının anahtarıdır.
Sonuç: Sac İşleme Artık Bir Dijital Süreç
WIN EURASIA 2026'nın ortaya koyduğu tablo net: sac metal işleme, ustanın elinden çıkıp mikron hassasiyetinde çalışan dijital bir sürece dönüştü. Fiber lazerin verimliliği, CNC abkantın tutarlılığı, nesting'in malzeme tasarrufu ve otomasyonun kapasite artışı bir araya geldiğinde, küçük bir atölye bile büyük üreticilerle aynı kalitede ve hızda üretim yapabiliyor.
Bir işletme için doğru yol, teknolojiyi tek tek tezgâhlar olarak değil, kesimden büküme ve malzeme akışına uzanan bütünleşik bir zincir olarak görmektir. Yatırımı iş profiline göre boyutlandırmak, operatörü programcıya dönüştürmek ve gerekirse bakımlı ikinci el ile başlamak, bu zinciri kurmanın en sağlıklı yollarıdır. Sac işlemede rekabet, artık en güçlü makineye değil, en iyi yönetilen sürece sahip olana ait.

Ölçme makineleri Satılık İlanları
İkinci el ve sıfır Ölçme makineleri fiyatları, modelleri ve satıcıları BirMakine'de.