Güvenlik Kafesi Olmadan Üretim: WIN EURASIA 2026 Vitrininde KOBİ'ler İçin Kolaboratif Robot Yatırımının Eşiği

 Kerem Aksoy
Kerem Aksoy
Baş Editör — İş Makineleri ve Ağır Ekipman Yayın: Güncelleme: Sektörel Kullanım Alanları
10-13 Haziran 2026 tarihlerinde İstanbul Fuar Merkezi'nde kapılarını açan WIN EURASIA, bu yıl "Otomasyonla Daha İleri" mottosuyla 32. kez sanayiciyi bir araya getirdi. 65 bin metrekarelik alanda yedi salona yayılan fuarın en çok konuşulan başlığı, ağır yük robotlarından ziyade insanın yanında çalışan kolaboratif robotlar oldu. Dünyanın önde gelen robot üreticilerinden KUKA'nın fuarın "Robotics Excellence Partner"ı olarak yeni nesil işletim sistemi iiQKA.OS2'yi tanıtması, otomasyonun artık yalnızca büyük fabrikaların değil, küçük ve orta ölçekli işletmelerin (KOBİ) de gündeminde olduğunu gösterdi. Peki bir atölye sahibi için kolaboratif robot ne zaman mantıklı bir yatırım haline geliyor, hangi işlerde işe yarıyor ve yatırımın kendini ödemesi gerçekten mümkün mü? Bu yazıda fuarın yansıttığı tabloyu, satın alma kararı veren bir işletmenin gözünden inceliyoruz.
Kolaboratif Robot Neden Güvenlik Kafesi İstemez?
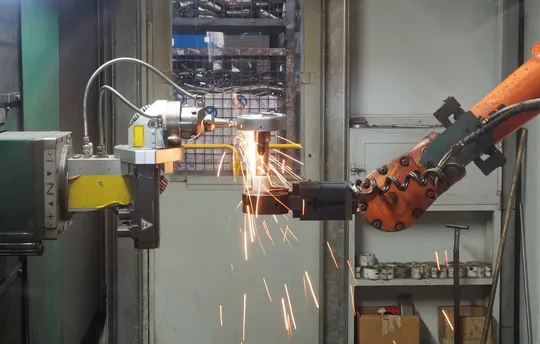
Geleneksel bir endüstriyel robot, yüksek hızda ve büyük kuvvetle çalıştığı için etrafına çelik kafes, ışık bariyeri ve kilitli kapı kurmadan devreye alınamaz. Bu güvenlik altyapısı, çoğu zaman robotun kendisinden daha fazla yer ve mühendislik gerektirir. Kolaboratif robot ise tasarımı gereği farklı bir mantıkla çalışır: hareketindeki kuvvet ve tork sürekli izlenir, bir engele ya da insana temas ettiğinde anında durur. Yuvarlatılmış gövde hatları, sıkışmayı önleyen eklem tasarımı ve hız sınırlama fonksiyonları, robotun operatörle aynı tezgâhı paylaşmasını mümkün kılar.
Bu davranışın arkasında uluslararası bir güvenlik çerçevesi var. Robot güvenliğini tanımlayan standartlar, insan-robot iş birliğinde izin verilen temas kuvvetlerini ve hız sınırlarını net biçimde belirler. Bir KOBİ için bunun pratik anlamı şudur: kafes kurmak için harcanacak alan ve bütçe ortadan kalkar, robot mevcut bir tezgâhın yanına, hatta bir masa üzerine konumlandırılabilir. Dar atölyelerde her metrekarenin değerli olduğu düşünülürse, kafessiz çalışabilme tek başına ciddi bir maliyet avantajıdır. Yine de "kafessiz" her zaman "risk analizi yapılmadan" anlamına gelmez; uygulamanın taşıdığı keskin parça, ağır yük ya da yüksek hız gibi unsurlar hâlâ ayrı bir değerlendirme gerektirir.

KOBİ Atölyesini Cazip Kılan: Hızlı Devreye Alma ve Esneklik
Kolaboratif robotu büyük endüstriyel kardeşinden ayıran ikinci özellik, programlama kolaylığıdır. Klasik robot programlama, ayrı bir uzmanlık ve haftalarca süren entegrasyon işi iken, kolaboratif robotlarda "sürükle-öğret" yöntemi yaygınlaştı. Operatör robotun kolunu eliyle istediği noktalara götürüp kaydeder, dokunmatik ekranda birkaç parametre ayarlar ve hücre çalışmaya başlar. Bu yaklaşım, kod yazmayı bilmeyen bir atölye çalışanının bile robotu birkaç saat içinde basit bir göreve hazırlayabilmesi demektir.
Bu esneklik, özellikle KOBİ üretim profiline çok iyi oturur. Büyük fabrika tek bir ürünü milyonlarca adet üretirken, küçük işletme çoğu zaman düşük hacimli ve yüksek çeşitlilik içeren işler yapar: bu hafta bir müşteriye 500 parça, gelecek hafta başka bir ürüne 2.000 parça. Sabit, yeniden programlanması zor bir otomasyon hattı bu değişkenliğe ayak uyduramaz; kolaboratif robot ise bir işten diğerine dakikalar içinde geçebilir. Üretim hattını dijitalleştirme yolculuğunda CNC tezgâhlarını da değerlendirmek isteyenler, güncel CNC makineleri ilanlarını inceleyerek robotla beslenebilecek tezgâh seçeneklerini görebilir.
WIN EURASIA 2026 Vitrininde Öne Çıkan Ne Oldu?
Bu yılki fuarın teknolojik vurgusu, robot donanımından çok robotu yöneten yazılıma kaydı. KUKA, ağır yük robotlarından kolaboratif modellere, mobil platformlardan yeni nesil işletim sistemi iiQKA.OS2'ye kadar geniş bir ekosistemi sergiledi ve fiziksel otomasyon ile yazılım dünyası arasında köprü kuran yeni bir otomasyon yönetim sisteminin tanıtımını yaptı. Buradaki asıl mesaj şu: robotu satın almak artık işin kolay kısmı; onu mevcut üretim verisiyle, kalite sistemiyle ve diğer makinelerle konuşturabilmek değer yaratan kısım.
Fuarın yedi salona ve 65 bin metrekareye yayılması, otomasyonun tek bir teknolojiden ibaret olmadığını da gösteriyor. Elektrik ve enerji otomasyonundan robotik kaynağa, makine otomasyonundan dijital fabrika çözümlerine kadar uzanan bu yelpaze içinde kolaboratif robot, KOBİ'nin otomasyona ilk adımı olarak öne çıkıyor. Çünkü tek bir hücreyle başlanabiliyor, sonuç görülüyor ve yatırım kademeli olarak büyütülebiliyor. Fuarın "kritik eşik" olarak anılması da bundan: büyük sermaye gerektiren topyekûn dönüşüm yerine, ölçeklenebilir küçük adımlar.

Yatırımın Geri Dönüş Matematiği
Bir KOBİ sahibinin sorduğu ilk soru her zaman aynıdır: "Bu yatırım kendini ne zaman öder?" Kolaboratif robotun cazibesi, bu sorunun cevabının makul bir aralıkta olmasından gelir. Tek vardiyalı bir atölyede tekrarlı bir görevi devralan bir robot, çoğu senaryoda bir ila iki yıl içinde maliyetini çıkarır; iki veya üç vardiyalı çalışmada bu süre daha da kısalır. Çünkü robot yemek molası vermez, dikkat dağınıklığı yaşamaz ve gece boyunca aynı kalitede üretir.
Hesabı somutlaştıralım. Diyelim ki bir operatör, gün boyunca tezgâhtan çıkan parçaları kutuya dizen monoton bir işle meşgul. Bu işi bir kolaboratif robota devrederseniz, o operatörü kalite kontrol, makine ayarı veya sevkiyat gibi katma değeri yüksek işlere kaydırabilirsiniz. Kazanç yalnızca işçilik tasarrufu değil; aynı zamanda hata oranının düşmesi, fire azalması ve teslimat süresinin öngörülebilir hale gelmesidir. Yatırım kararını verirken robotun fiyatına ek olarak tutucu (gripper), güvenlik ekipmanı, entegrasyon ve eğitim kalemlerini de hesaba katmak gerekir; çünkü gerçek geri dönüş süresini belirleyen, çıplak robot fiyatı değil, çalışır hücrenin toplam maliyetidir.
Hangi İşler Kolaboratif Robota Uygun?
Her iş kolaboratif robota uygun değildir; ama şaşırtıcı derecede geniş bir yelpaze uygundur. KOBİ atölyelerinde en hızlı geri dönüş veren uygulamalar genellikle şunlardır:
| Özellik | Detay |
|---|---|
| Makine besleme: | CNC tezgâhına, pres veya enjeksiyon makinesine parça yükleyip boşaltma. Operatörün kapı açıp kapatarak geçirdiği ölü zaman robota devredilir. |
| Paletleme ve kutulama: | Üretim hattının sonunda ürünleri kutuya ya da palete dizmek. Ağır ve tekrarlı bu iş, hem işçi sağlığı hem hız açısından robota çok uygundur. |
| Pick-and-place (al-yerleştir): | Bir konumdan alıp başka bir konuma hassas biçimde yerleştirme; montaj öncesi besleme ve sıralama işleri. |
| Vidalama ve montaj: | Tekrarlı vidalama, klipsleme ve basit montaj adımları sabit tork ve konumla yapılır. |
| Kalite kontrol ve ölçüm: | Kameralı sistemle birleştirildiğinde parçayı kaldırıp farklı açılardan görüntüleyerek kusur ayıklama. |
| Yapıştırıcı/dolgu uygulama: | Sabit hız ve debiyle tutkal, conta veya dolgu sürme. |
Bu uygulamaların ortak özelliği tekrarlılık ve düşük karar gerektirmeleridir. Robotun zayıf olduğu yer ise sezgi, esneklik ve beklenmedik durum yönetimidir; bu yüzden insan ve robot birbirini tamamlar. Hareket eksenlerini hassas konumlayan servo ve step motorların robot kollarındaki rolünü merak edenler, step motorların CNC ve hareket kontrolündeki kullanımını anlattığımız yazıdan teknik arka planı edinebilir.

Kolaboratif Robot Seçerken Kritik Parametreler
Doğru robotu seçmek, doğru tezgâhı seçmek kadar önemlidir. Atölyeniz için karar verirken şu parametreler belirleyici olur. Taşıma kapasitesi (payload): Robotun tutucusuyla birlikte kaldırabileceği maksimum ağırlık; tutucunun kendi ağırlığı da bu bütçeden düşer. Erişim mesafesi (reach): Robotun ulaşabildiği yarıçap; çalışma alanınızın geometrisine göre seçilir. Tekrar hassasiyeti: Aynı noktaya ne kadar tutarlı dönebildiği; montaj ve hassas yerleştirme işlerinde kritiktir.
Bunlara ek olarak güvenlik fonksiyonlarının sertifikalı olması, tutucu ve uç ekipman (EOAT) ekosisteminin zenginliği, yazılımın anlaşılırlığı ve yerel teknik servis desteği de karar setine girer. Bir KOBİ için en pahalı hata, ihtiyaçtan büyük ve karmaşık bir sistem almaktır; çünkü kullanılmayan kapasite, geri dönüş süresini uzatır. Tersi de geçerlidir: yetersiz payload ya da erişimle alınan robot, ileride iş büyüdüğünde değiştirilmek zorunda kalır. Robot hücresini besleyen pano ve kontrol altyapısı için elektrik panoları ve kontrol sistemleri kategorisindeki seçenekler de planlamaya dahil edilmelidir.
İşgücü Endişesi: Robot İşçinin Yerini mi Alıyor?
Otomasyon konuşulduğunda en sık dile getirilen kaygı, robotların insanların işini elinden alacağıdır. Saha gerçeği genellikle daha incelikli. Kolaboratif robot, tekrarlı, ergonomik açıdan yıpratıcı ve düşük katma değerli işleri üstlenir; insanı bu işlerden kurtarıp denetim, ayar, kalite ve iyileştirme rollerine kaydırır. Türkiye gibi nitelikli işçi bulmanın giderek zorlaştığı bir pazarda, bu kayma çoğu atölye için bir tercih değil zorunluluk. Çünkü monoton işlerde personel devir hızı yüksek; robot ise o işte sabit kalır.
Bu dönüşümün kazananı, operatörünü robotu yöneten ve programlayan bir teknisyene dönüştürebilen işletmedir. Cobot devreye alındığında ortaya çıkan yeni rol — robot operatörlüğü, hücre bakımı, üretim verisinin yorumlanması — daha vasıflı ve daha iyi ücretlendirilen bir iştir. Yani robot, işi yok etmekten çok işin niteliğini yukarı taşır. İşletmenin görevi, bu geçişi eğitimle desteklemek ve çalışanı sürecin dışında değil merkezinde tutmaktır.
Türkiye'de KOBİ Otomasyonu İçin Pratik Yol Haritası
Kolaboratif robota geçişi düşünen bir KOBİ için en sağlıklı yöntem, topyekûn dönüşüm yerine pilot hücreyle başlamaktır. En çok zaman kaybettiren, en tekrarlı ve en çok şikâyet edilen tek bir iş seçilir; bu iş için bir hücre kurulur ve sonuçlar ölçülür. Geri dönüş net biçimde görüldükten sonra ikinci ve üçüncü hücreye geçilir. Bu kademeli yaklaşım, hem riski düşürür hem de ekibin otomasyona alışmasını sağlar.
Yatırım finansmanı tarafında KOSGEB ve çeşitli kalkınma ajansı destekleri, dijital dönüşüm ve makine yatırımı için kullanılabilir; başvuru takvimlerini ve kapsamı önceden incelemek gerekir. İkinci el tezgâhlarla robotu birleştirerek maliyeti düşürmek de mümkündür: bakımlı bir CNC tezgâhının yanına yeni bir kolaboratif robot konumlandırmak, sıfırdan tam otomatik hat almaktan çok daha erişilebilir bir başlangıçtır. Bu noktada güvenilir tedarikçiyle çalışmak kritik; Türkiye'deki doğrulanmış satıcı ve firma profillerini karşılaştırarak hem makine hem servis desteğini birlikte değerlendirebilirsiniz. Otomasyonun sektörel uygulamalarını izlemek isteyenler için sektörel kullanım alanları içeriklerimiz güncel örnekler sunuyor.
Kolaboratif Robot mu, Geleneksel Endüstriyel Robot mu?
Otomasyon kararında ikili bir seçim çıkar karşımıza: hız ve yük odaklı geleneksel endüstriyel robot mu, yoksa esnek ve güvenli kolaboratif robot mu? Cevap üretim profiline bağlı. Yüksek hacimli, tek tip ve insan teması olmayan bir hatta, saniyeleri sıkıştıran geleneksel robot kazanır; çünkü çevrim süresi kısadır ve büyük yükleri yüksek hızda taşır. Buna karşılık değişken ürün yelpazesi, sınırlı alan ve operatörle ortak çalışma gerektiren işlerde kolaboratif robot öne geçer. KOBİ üretiminin doğası gereği bu ikinci profil çok daha sık görülür.
Pratikte iki teknoloji birbirini dışlamaz. Birçok atölye, yüksek hacimli işini geleneksel hücreye, değişken ve küçük partili işini kolaboratif robota verir. Önemli olan, robotun hızını ya da yükünü değil; o işteki gerçek darboğazı doğru okumaktır. Eğer darboğaz çevrim süresiyse hız odaklı çözüm, esneklik ve yer kısıtıysa kolaboratif çözüm mantıklıdır. Yanlış teknolojiyle kurulan bir hücre, hem yatırımı geciktirir hem de operatörün otomasyona güvenini zedeler.
İlk Kez Otomasyona Geçen İşletmelerin En Sık Yaptığı Hatalar
Sahada tekrarlanan birkaç hata, geri dönüş süresini gereksiz yere uzatır. Bunları baştan bilmek, yatırımın başarısını doğrudan etkiler:
| Özellik | Detay |
|---|---|
| Yanlış iş seçimi: | İlk hücre için en karmaşık, en çok kararla dolu işi seçmek. Pilot her zaman en tekrarlı ve en basit işle başlamalı; başarı görülünce karmaşıklaştırılmalı. |
| Tutucuyu sonradan düşünmek: | Robotun parçayı nasıl tutacağı çoğu zaman robotun kendisinden daha belirleyicidir. Uç ekipman (gripper, vakum, özel aparat) en baştan tasarıma dahil edilmeli. |
| Parça besleme düzensizliği: | Robot, parçayı her seferinde aynı konumda bulmak ister. Düzensiz beslenen bir hatta en iyi robot bile takılır; besleme düzeni çözülmeden hücre verimli çalışmaz. |
| Eğitim atlamak: | Operatör robotu programlamayı ve basit arıza gidermeyi öğrenmezse, her küçük sorunda üretim durur ve dış servise bağımlılık artar. |
| Bakımı ihmal etmek: | Kolaboratif robot bakımı az isteyen bir ekipmandır ama sıfır değildir; eklem kontrolü ve yazılım güncellemeleri ihmal edilirse hassasiyet zamanla düşer. |
Bu hataların ortak noktası, otomasyonu yalnızca bir makine alımı olarak görmektir. Oysa başarılı otomasyon; iş seçimi, besleme, tutucu, eğitim ve bakımın birlikte planlandığı bir bütündür. Doğru kurgulandığında kolaboratif robot, KOBİ için yıllarca sorunsuz çalışan bir üretim ortağına dönüşür.
Sonuç: Otomasyona İlk Adım Artık KOBİ Boyunda
WIN EURASIA 2026'nın ortaya koyduğu tablo açık: otomasyon büyük fabrikanın tekelinden çıktı. Güvenlik kafesi istemeyen, sürükle-öğret yöntemiyle programlanabilen ve makul bir sürede kendini ödeyen kolaboratif robotlar, küçük ve orta ölçekli işletme için somut bir seçenek haline geldi. KUKA'nın yazılım odaklı yaklaşımı, işin geleceğinin yalnızca robotu satın almakta değil, onu üretim ekosistemine entegre etmekte olduğunu hatırlatıyor.
Türkiye'deki bir atölye sahibi için doğru başlangıç, en tekrarlı işi belirlemek, doğru payload ve erişimle bir pilot hücre kurmak ve sonucu ölçmektir. Bu yolculukta makine, tutucu, güvenlik ve eğitim kalemlerinin toplam maliyetini birlikte değerlendirmek; işgücünü dışlamak yerine yukarı taşımak ve güvenilir tedarikçiyle ilerlemek başarıyı belirler. Otomasyon bir varış noktası değil, kademeli ilerleyen bir süreç; ve o sürecin ilk adımı, bugün artık her ölçekteki işletmenin erişebileceği bir mesafede.
Kolaboratif robot yatırımını değerlendirirken otomasyonun diğer ayaklarına da bakmak yararlı olur: kaynak tarafında robotik kaynak hücrelerini inceleyebilir, tedarikçi karşılaştırması için doğrulanmış otomasyon firmalarını listeleyebilirsiniz.